


")

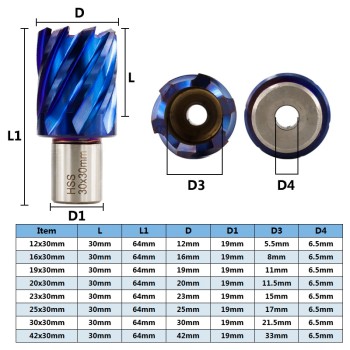
Корончатые сверла для магнитного станка HSS-XE глубина сверления 30 мм диаметром от 12 мм до 42 мм увеличенный ресурс за счет дополнительного покрытия карбонитрид титана
 хв.19 мм HSS TiNC арт.063-001230")

Корончатое сверло 12Х30мм (64мм) хв.19 мм HSS TiNC арт.063-001230
063-001230
Купить корончатое сверло по металлу 12 мм х 64 мм с рабочей частью 30 мм для магнитных станков и прессов HSS TiNCКорончатое сверло из серии ORANG/BLUE изготовлено из легированной стали специализированного типа HSS-XE с комбинированным хвостовиком WELDON19 (19мм), глубиной сверления 30мм и диаметром сверления в диапазоне от 12мм до 42 мм. Тверд..
1 580 руб.
Корончатое сверло 15Х30мм (64мм) хв.19 мм HSS TiNC арт.063-001530
063-001530
Купить корончатое сверло по металлу 15 мм х 64 мм с рабочей частью 30 мм для магнитных станков и прессов HSS TiNCКорончатое сверло из серии ORANG/BLUE изготовлено из легированной стали специализированного типа HSS-XE с комбинированным хвостовиком WELDON19 (19мм), глубиной сверления 30мм и диаметром сверления в диапазоне от 12мм до 42 мм. Тверд..
1 850 руб.
 хв.19 мм HSS TiNC арт.063-001630")
Корончатое сверло 16Х30мм (64мм) хв.19 мм HSS TiNC арт.063-001630
063-001630
Купить корончатое сверло по металлу 16 мм х 64 мм с рабочей частью 30 мм для магнитных станков и прессов HSS TiNCКорончатое сверло из серии ORANG/BLUE изготовлено из легированной стали специализированного типа HSS-XE с комбинированным хвостовиком WELDON19 (19мм), глубиной сверления 30мм и диаметром сверления в диапазоне от 12мм до 42 мм. Тверд..
2 000 руб.
 хв.19 мм HSS TiNC арт.063-001930")
Корончатое сверло 19Х30мм (64мм) хв.19 мм HSS TiNC арт.063-001930
063-001930
Купить корончатое сверло по металлу 19 мм х 64 мм с рабочей частью 30 мм для магнитных станков и прессов HSS TiNCКорончатое сверло из серии ORANG/BLUE изготовлено из легированной стали специализированного типа HSS-XE с комбинированным хвостовиком WELDON19 (19мм), глубиной сверления 30мм и диаметром сверления в диапазоне от 12мм до 42 мм. Тверд..
2 200 руб.
 хв.19 мм HSS TiNC арт.063-002030")
Корончатое сверло 20Х30мм (64мм) хв.19 мм HSS TiNC арт.063-002030
063-002030
Купить корончатое сверло по металлу 20 мм х 64 мм с рабочей частью 30 мм для магнитных станков и прессов HSS TiNCКорончатое сверло из серии ORANG/BLUE изготовлено из легированной стали специализированного типа HSS-XE с комбинированным хвостовиком WELDON19 (19мм), глубиной сверления 30мм и диаметром сверления в диапазоне от 12мм до 42 мм. Тверд..
2 300 руб.
 хв.19 мм HSS TiNC арт.063-002330")
Корончатое сверло 23Х30мм (64мм) хв.19 мм HSS TiNC арт.063-002330
063-002330
Купить корончатое сверло по металлу 23 мм х 64 мм с рабочей частью 30 мм для магнитных станков и прессов HSS TiNCКорончатое сверло из серии ORANG/BLUE изготовлено из легированной стали специализированного типа HSS-XE с комбинированным хвостовиком WELDON19 (19мм), глубиной сверления 30мм и диаметром сверления в диапазоне от 12мм до 42 мм. Тверд..
2 500 руб.
 хв.19 мм HSS TiNC арт.063-002530")
Корончатое сверло 25Х30мм (64мм) хв.19 мм HSS TiNC арт.063-002530
063-002530
Купить корончатое сверло по металлу 25 мм х 64 мм с рабочей частью 30 мм для магнитных станков и прессов HSS TiNCКорончатое сверло из серии ORANG/BLUE изготовлено из легированной стали специализированного типа HSS-XE с комбинированным хвостовиком WELDON19 (19мм), глубиной сверления 30мм и диаметром сверления в диапазоне от 12мм до 42 мм. Тверд..
2 550 руб.
Корончатое сверло 27Х30мм (64мм) хв.19 мм HSS TiNC арт.063-002730
063-002730
Купить корончатое сверло по металлу 27 мм х 64 мм с рабочей частью 30 мм для магнитных станков и прессов HSS TiNCКорончатое сверло из серии ORANG/BLUE изготовлено из легированной стали специализированного типа HSS-XE с комбинированным хвостовиком WELDON19 (19мм), глубиной сверления 30мм и диаметром сверления в диапазоне от 12мм до 42 мм. Тверд..
2 750 руб.
 хв.19 мм HSS TiNC арт.063-003030")
Корончатое сверло 30Х30мм (64мм) хв.19 мм HSS TiNC арт.063-003030
063-003030
Купить корончатое сверло по металлу 30 мм х 64 мм с рабочей частью 30 мм для магнитных станков и прессов HSS TiNCКорончатое сверло из серии ORANG/BLUE изготовлено из легированной стали специализированного типа HSS-XE с комбинированным хвостовиком WELDON19 (19мм), глубиной сверления 30мм и диаметром сверления в диапазоне от 12мм до 42 мм. Тверд..
2 860 руб.
 хв.19 мм HSS TiNC арт.063-004230")
Корончатое сверло 42Х30мм (64мм) хв.19 мм HSS TiNC арт.063-004230
063-004230
Купить корончатое сверло по металлу 42 мм х 64 мм с рабочей частью 30 мм для магнитных станков и прессов HSS TiNCКорончатое сверло из серии ORANG/BLUE изготовлено из легированной стали специализированного типа HSS-XE с комбинированным хвостовиком WELDON19 (19мм), глубиной сверления 30мм и диаметром сверления в диапазоне от 12мм до 42 мм. Тверд..
3 950 руб.

Корончатое сверло – расходник для
магнитных сверлильных станков, который необходим для
сверления отверстий в металлических деталях. Такой металлорежущий
инструмент иногда называется кольцевой фрезой, потому что при
сверлении этим прибором вырезается только узкое кольцо, а не вся площадь.
Достоинство применения инструмента - требуется меньшее усилие подачи. Это дает
возможность создавать отверстия глубиной до 110 мм и диаметром до 150 мм. Такое
сверло может быть установлено на относительно небольшом компактном магнитном
станке.
Корончатые сверла применяются для создания отверстий в:
·
чугунном литье;
·
конструкционной, тонколистной, швеллерной стали;
·
двутавровом стальном прокате%;
·
прокате квадратного сечения;
·
сверлении нержавеющих стальных труб;
·
сверлении внахлест.
Сверление корончатыми сверлами (или фрезами) – процедура менее трудоемкая и при этом – более точная и быстрая, нежели аналогичные манипуляции со спиральными сверлами. К тому же, использование корончатой фрезы позволяет иметь «на выходе» меньшее количество металлической стружки.
Корончатое сверло из серии ORANG/BLUE изготовлено из легированной стали специализированного типа HSS-XE с комбинированным хвостовиком WELDON19 (19мм), глубиной сверления 30мм и диаметром сверления в диапазоне от 12мм до 42 мм. Твердость режущих кромок корончатого сверла до 68HRC, что позволяет продлить срок эксплуатации сверла. Добавочная прочность обеспечивается благодаря специализированному покрытию сверла TiCN, которое увеличивает износостойкость инструмента. Корончатое сверло предназначено для сверления стали прочности натяжения менее 1100-500Н/мм2, нержавеющей стали менее 900-500Н/мм2, алюминия, медь, пластика, чугуна и при отсутствии смазки, охлаждающих жидкостей и т.д. Сверло обладает улучшенными ресурсными показателями. За счет технологии ступенчатого закаливания сверла обеспечивается эксплуатация при высоких температурах и максимальных нагрузках. Многоступенчатая геометрия кромок гарантирует минимальный уровень шума и вибрации в процессе сверления. Сверла отшлифованы тонким абразивом, что повышает его режущие свойства и снижает потери в процессе трения и увеличивает его режущие свойства. Благодаря вышеперечисленным характеристикам сверла процесс сверления происходит более эффективно, качественно и исключает механические повреждения и перегрев. Вышеуказанные решения считаются наиболее оптимальными для стационарных и магнитных сверлильных машин